�ߜ���ĥ����Ϳ��
���£�2013-9-5 10:24:33 �c����
- �a(ch��n)ƷƷ��
- �a(ch��n)Ʒ��̖
- �a(ch��n)Ʒ����
...
�a(ch��n)Ʒ��B
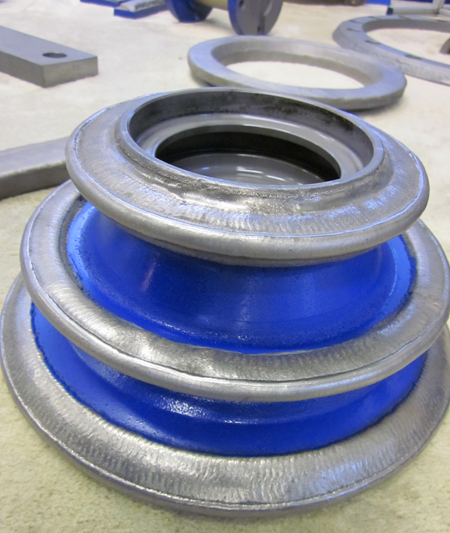
�ߜ���ĥ���g�մ�Ϳ�ϸ���
�о�ĥ�p���о����g�ѽ�(j��ng)�ɞ�ɂ������ČW����ĥ�p���о��ɂ����w֮�g�������\�ӕr���ϱ���ĥ�p���²��Ϲ�����u��ʧ����ʹ�Ãrֵ��u�f�pֱ��ʧЧ��Ҏ(gu��)�ɡ���Ħ������Ϳ��һ����ĥͿ�ӿ����pĥ�����á����g���о���h(hu��n)�����،����ϵ��������W���ö�ʹ���Ϲ�����u��ʧ����ʹ�Ãrֵ��u�f�pֱ��ʧЧ��Ҏ(gu��)�ɡ��ڲ��ϱ���Ϳȡһ�����gͿ�ӿ��Խ��Ͳ��ϵĸ��g�ٶ����о��l(f��)�F(xi��n)�����ϵ�ĥ�p���g�����(n��i)�ڵı��|(li��n)ϵ�����Ƽ�����ĥ�����������g���õ�ͿĤ����ԭ���Ͽ��ǿ��ܵ�����Ҳ���кܴ���y�������ø��¼��g���e�Ǽ{���g��������Փ�ͻ����W(w��ng)�j���g���Լ�������ԭ������ԓͿ�ϵ��аl(f��)�P�I��
�ߜ���ĥ���g�մ�Ϳ����ᘌ�����Ҫ�������аl(f��)�ĸ߿Ƽ��a(ch��n)Ʒ��
�ߜ���ĥ����Ϳ�ӝM������Ҫ��
Ϳ�Ӿ����c������ƥ��Ĝضȣ�����Ûϵ��(sh��)��������a(ch��n)����(n��i)������ᑪ����ʹͿ����Ɖ���
Ϳ���c���ľ������õĸ����������CͿ�Ӳ���Ó����
Ϳ���ܳ����O�乤���^���е���Ӻ͛_����
Ϳ�ӝM�㹤���h(hu��n)�����͟�����������ĥҪ����
Ϳ��ʹ�É����L���;��Ժ����p�ĵ�Ϳ�ӿ��Է�����M�����a��
���Ƃ���Ϳ�b���γ�Ϳ���^���Ќ��h(hu��n)���o��Ⱦ
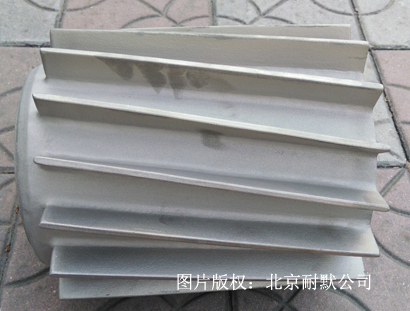
�ߜ���ĥ���g�մ�Ϳ�ϽM��
��Ĥ���|�����ñ���˾�������g���Ƴ��ԟo�C�ۺ�������Ļ����W(w��ng)�j�ۺ��������Ĥ���|��
�մ����ϣ������Ϳ�ӵĿ���׃����ĥ�Ժ����������ü{���ۡ��մ��顢̼�����������𡢼��������X�����������\����������Լ��������ˇ����Ľ��ٷۣ��Ƴɽ����մɹ����������Ϳ�ӵ���ĥ�����g���ܡ�ʹ�ßo�C�w�S������Ϳ�ӵĿ��_������
�����m��?sh��)���ϡ��܄���������������ĥ�������?/div>
�ߜ���ĥ���g�մ���Ҫ����
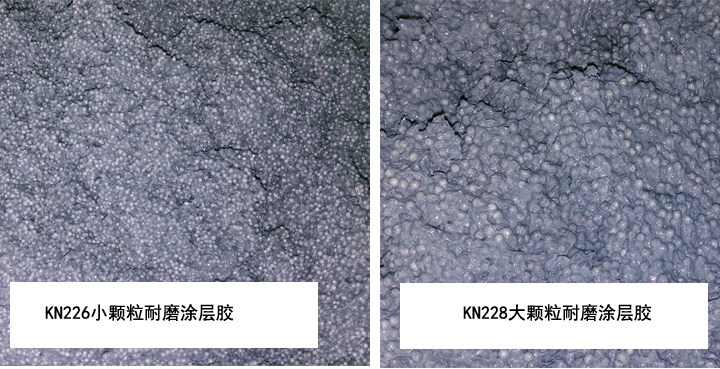
1�����з�������ĥ���ߜصȏͺϹ�����
��Ĥ���|�Y���У����Ў��u�����L朽Y����������ϵķ�ɢ�̻���ʹ�̻����Ϳ�Ӿ������õĿ��_��������
ʹ�ßo�C�w�S���Mһ�����CͿ�ӵĿ��_������
��N�M�ֽM�ɵ��մɹ�����������f(xi��)ͬ�x����Ϳ����ĥ���͟�ͷ�������������������Ϳ�Ӹ��������˷�����Ϳ�Ϲ̻��w�e�տs���a(ch��n)���ă�(n��i)������
2�����ض����ܺ�
�ɲ�ͬ��͵ĸ߾�����ͨ�^�����W(w��ng)�j���g�M�ɵğo�C���ЙC�ۺ�������f(xi��)ͬ��ʹͿ�ӵĿ���׃���������Ϳ��ƽ������������մɸ���
�ߜ���ĥ���g�մ�ʹ���f��
�鱣�CͿ�b�|����Ո�м���xʹ���f���ͮa(ch��n)Ʒ������Ϳ�bҎ(gu��)����
1�����w̎��
Ϳ�b���I(y��)ǰ����ȥ�����w��������������P������Ƥ�ȡ�
���]ʹ�þ����жȉA�Ե�ˮ����ϴ�����������Ȼ������ˮ�_����
���д�Ϳ䓲ı����횇����ɰ�_��ISO8501-1(GB8923-88)Sa2.5��Ҫ�����ֲ����aͿ�ӕr��䓲ı����횴�ĥ��ISO8501-1(GB8923-88)St3����
��������ɰ�^���к�ʩ������䓲ı����횱�����֬����մ������ɰ�É��s�՚����b���������õ���ˮ���x�������P���䓲ı�횇�������؏�մ����֬���|���z���ˆT��Ϳ�bʩ���ˆT���ɴ���մ�����۵Ĺ���Ь��������������δͿ�b��䓽Y���M���|���z���Ϳ�bʩ����
����ֲڶ�Ҫ�������25��40��m������(n��i)��
2�����
��ȣ� �����ù̻�����9��1�������ȣ����Ԯa(ch��n)Ʒ�f������ʣ�
��ϕr�����ڲ���������������r������������̻�����
��Ϻ�������Ϻõ�Ϳ����40Ŀ�Y�W(w��ng)�^�V����������һֻ��������Ҫ����m(x��)����ؾ����ؔ��裬��ʹͿ��ʼ�K̎�ڑҸ���B(t��i)����
��Ϻ��Ϳ����Ч��4С�r��Ո����(j��)ʩ���M�Ȱ���ʹ����
3���h(hu��n)���l��
��Ϳ���I(y��)���ڇ�ɰ���P��M���M����һ�㲻�����^8С�r��䓲ı���ضȺͭh(hu��n)���ض�һ�㲻����10����
4��Ϳ�b
��Ϳ�Ͽ���ʹ��ˢͿ���o�⇊Ϳ�Ϳ՚��o����Ϳ����ʩ����
��һ��Ϳ�ӱ��ɺ��^�m(x��)�M��Ϳ�b��ֱ��Ҏ(gu��)�������
���ɕr�g2-4С�r������24-72С�r��
Ϳ���^�����������_�ѣ����]���һ�㲻���^250��m��
5������
���a(ch��n)Ʒ���b֮��������Ч��һ����
����a(ch��n)Ʒ