�o�C�ߜط�����ĥͿ��
���£�2013-9-5 10:27:12 �c����
- �a(ch��n)ƷƷ��
- �a(ch��n)Ʒ��̖
- �a(ch��n)Ʒ����
...
�a(ch��n)Ʒ��B
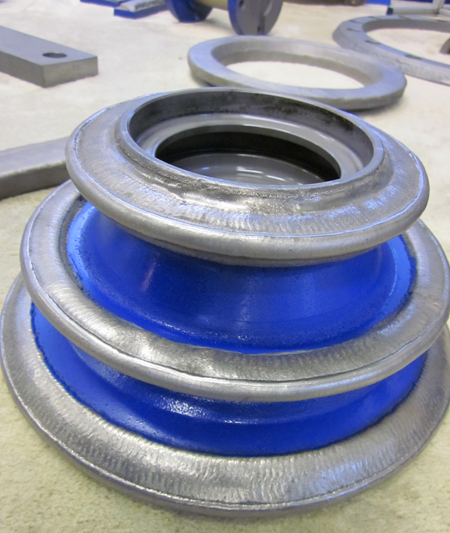
�鱣�C�o�C�ߜط�����ĥͿ���|(zh��)����Ո�м���xʹ���f���ͮa(ch��n)Ʒ������Ϳ�bҎ(gu��)����
1�����w̎��
Ϳ�b���I(y��)ǰ����ȥ�����w��������������P������Ƥ�ȡ�
���]ʹ�þ����жȉA�Ե�ˮ����ϴ�����������Ȼ������ˮ�_����
���д�Ϳ䓲ı����횇����ɰ�_��ISO8501-1(GB8923-88)Sa2.5��Ҫ�ֲ����aͿ�ӕr��䓲ı����횴�ĥ��ISO8501-1(GB8923-88)St3����
���衢��ɰ�^���к�ʩ������䓲ı����횱�����֬����մ������ɰ�É��s�՚����b���������õ���ˮ���x�������P���䓲ı�횇�������؏�մ����֬���|(zh��)���z���ˆT��Ϳ�bʩ���ˆT���ɴ���մ�����۵Ĺ���Ь��������������δͿ�b��䓽Y���M���|(zh��)���z���Ϳ�bʩ����
����ֲڶ�Ҫ�������25��40��m������(n��i)��
2�����
��ȣ������ù̻�����4��1�������ȣ����Ԯa(ch��n)Ʒ�f������ʣ�
��ϕr�����ڲ���������������r������������̻�����
��Ϻ�������Ϻõ�Ϳ����40Ŀ�Y�W(w��ng)�^�V����������һֻ��������Ҫ����m(x��)����ؾ����ؔ�������ʹͿ��ʼ�K̎�ڑҸ���B(t��i)����
��Ϻ��Ϳ����Ч��4С�r��Ո����(j��)ʩ���M�Ȱ���ʹ����
3���h(hu��n)���l��
��Ϳ���I(y��)���ڇ�ɰ���P��M���M�У�һ�㲻�����^8С�r��䓲ı���ضȺͭh(hu��n)���ض�һ�㲻����10����������Ȳ�����85%��
4��Ϳ�b
��Ϳ�Ͽ���ʹ��ˢͿ���o�⇊Ϳ�Ϳ՚��o����Ϳ����ʩ����
���h��2-3��Ϳˢ��һ��Ϳ�ӱ��ɺ��^�m(x��)�M��Ϳ�b��ֱ��Ҏ(gu��)����ȡ�
��Ϳ�Ӻ��ҪС��100��m,���ɕr�g2-4С�r������24-72С�r��
����a(ch��n)Ʒ