����۸�懻��Ͻ�̼���u��ĥͿ�ӵ��о�
2015-6-4 9:07:55 �c(di��n)����
��ժҪ]���������������Ӳ�Ⱥ���ĥ����ʹ������۟�������45#���Ϳ��1��̼���u��ĥͿ������ͨ�^(gu��)�@Ӳ��Ӌ(j��)����ĥԇ�(y��n)�õ��� WC��ĥͿ�Ӳ�ͬ��ȵ�Ӳ�ȷֲ�����ĥ��׃����(sh��)��(j��)���Y(ji��)��������Ϳ���ДU(ku��)ɢ�Ӳ��ֵ�Ӳ�������Ϳ�ӵ�Ӳ�� �^���w�͔U(ku��)ɢ�Ӷ����^������������Ϳ�Ӳ��ֲ�ͬ���Ӳ��׃������;�ڸ�Ħ���l������Ϳ������ӵ���ĥ����������g�ӵ��� ĥ�����ஔ(d��ng)�������U(ku��)ɢ��̎��Ϳ�ӵ����������
[�P(gu��n)�I�~]����۟���;懻��Ͻ�;̼���u;�@Ӳ��;ĥ�p��
0����
ĥ�p�Dz���������ҪʧЧ��ʽ֮һ������ɵĽ�(j��ng)��(j��)�pʧ��ʮ�־����ճ��ĥ�p���Ҋ(ji��n)��ĥ�p��ʽ֮һ�����İl(f��)չʮ��Ѹ��������ʹ�����C(j��)���l(f��)��ͻȻ�¹�����ɾ�pʧ��ĥ�pʧЧ�ĸ��(l��i)�����������ճ��ĥ�p�Ĵ�sռ15%����Ӱ푹��w����ճ��ĥ�p����Ҫ����֮һ�Dz��ϵ�Ӳ������(du��)Ħ�������ϵ�Ӳ�ȶ��������ϵ�Ӳ��Խ�ߣ���ĥ��Խ����������о�������ϵ�Ӳ�Ⱥ���ĥ��������Ҫ�ĬF(xi��n)��(sh��)���x�����⣬ʹ�ñ��湤�̼��g(sh��)����ʹ���ϱ���@��������](m��i)�ж���ϣ�����е��������ܣ���Ҫ�������ĥ�Ժ����IJ��g�Ժã������ұ�Ӻܱ����ò�ʮ���������܃r(ji��)�ȸ�,��(ji��)�s���Ϻ�(ji��)ʡ��Դ���p�٭h(hu��n)����Ⱦ���nj�(sh��)�F(xi��n)���Ͽɳ��m(x��)�l(f��)չ��һ�(xi��ng)��Ҫ��ʩ���������@�ӵı����£�����ԇ�Dʹ��ԇ�(y��n)���ֶ�,��(du��)����۟����Ƃ����õ�懻��Ͻ�̼���u(WC)��ĥͿ�ӵ�Ӳ�ȼ���ĥ����һЩ�о���
1ԇ���Ƃ��cԇ�(y��n)����
1.1 ԇ�ӵ��Ƃ�
��懻�̼���u�Ͻ��ĩFN15-WC35����t���ۺϽ�Ni45B��3��1���|(zh��)���ȣ��ı�����Ͼ�����Ȼ�����ɹ�(ji��)�ͣ�����Ϻ�ķ�ĩ�{(di��o)�Ƴɸ���������ĩ�ɷ�Ҋ(ji��n)��1����ú�͌�ҪͿ���ӵ�45䓱�����ϴ�Ƀ�������늿����к�ɣ��z��Ϳ������ĥͿ���Ƿ����ȱ�ݡ�����Ϳ�������Ϳ������ʧ̎��һ��Ҫ�M(j��n)���a(b��)Ϳ���Ա��CͿ�ӱ��^ƽ�������ܴ���ȱ����Ϳ���ú��ٷ���늿������M(j��n)�к�ɣ���ɜضȞ�110������ɕr(sh��)�g��(y��ng)����8h��ʹ��Ϳ�Ӳ��ׄ�����
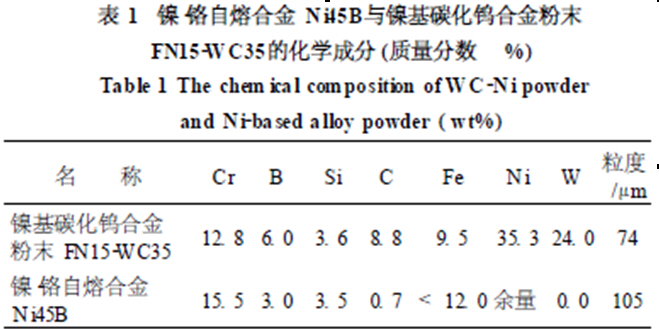
�ψD��t���ۺϽ�NI45B�c懻�̼���u�Ͻ��ĩFN15-WC35���W(xu��)�ɷ��|(zh��)����?j��n)?sh��)
��Ϳ���úϽ��ĩ��45#�ԇ�ӷ�����ՠt���۟����۟��ضȞ�1150�����˜ضȱ�懻��Ͻ�����c(di��n)�s30�棬ʹͿ�ӺϽ�̎�����ڠ�B(t��i)���۟��r(sh��)�t��(n��i)��ն�Ҫ������50Pa���£�����Ͻ��ڸߜ��°l(f��)��������Ȼ��Ϳ�ӱ�����ĥ��ĥƽ�͒��⡣
1.2����Ӳ�ȵĜy(c��)ԇ
1 2 1�y(c��)��Ϳ�ӱ���ͻ��w��Ӳ��
�y(c��)��Ϳ�ӵ�����Ӳ�ȵ�Ŀ���Ǟ����c�������ٲ��ϵ�Ӳ���M(j��n)�б��^�����y(c��)��Ϳ�����Ϳ�ӱ��������y(c��)�����w����x�Y(ji��)�Ͻ������3mm̎���w���y(c��)���r(sh��)��ԇ�ӏ����g���_(k��i)�����_(k��i)��������y(c��)�����档ʹ�õ�Ӳ��Ӌ(j��)��CHX-1���@Ӳ��Ӌ(j��)��ÿ��(g��)ֵ�y(c��) ��5��(g��)�c(di��n)����ȡƽ��ֵ���y(c��)��Ӳ���d�ɞ�300N�������r(sh��)�g�� 5 s���y(c��)���Y(ji��)��Ҋ(ji��n)��2��
��2懻��Ͻ�Ϳ���c���w������Ӳ��
Table 2 HRC hardness of Ni-base coating and substrate
���� �y(c��)��ֵ ƽ��ֵ
Ϳ�� 59. 8 60. 4 62 7 56 3 55. 9 59. 0
���w 22 6 21. 7 19. 6 18. 5 23. 1 21. 1
1 2 2�y(c��)��Ϳ�ӵ����w���@Ӳ�ȷֲ�
��Ȼʹ��CHX-1���@Ӳ��Ӌ(j��)���y(c��)��Ϳ�Ӳ�ͬ��ȵ�Ӳ�� ֵ��ÿ��(g��)��Ȝy(c��)5��(g��)�c(di��n)��Ȼ��ȡ��ƽ��ֵ���y(c��)��Ӳ���d�ɞ� 300N������5s����Ϳ�ӱ�������w��0 1��1��(g��)���L(zh��ng)���y(c��)���r(sh��)���y(c��)���c(di��n)������ȱ��̎���t�h��ԓ�c(di��n)�����a(b��)��1��(g��)�c(di��n)���y(c��)���Y(ji��) ��Ҋ(ji��n)�D1��
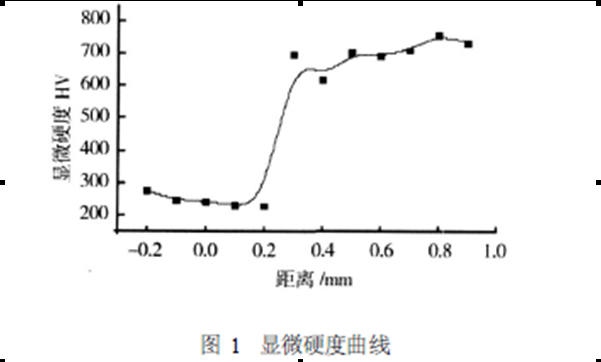
Figure 1 Micio-hardnessofNi-base alloy coating along the depth
1.3ĥ�p����ԇ�(y��n)
ĥ�pԇ�(y��n)����MPX-2000A�P(p��n)�N(xi��o)ʽĥ�pԇ�(y��n)�C(j��)���M(j��n)�е��� Ϳ�ӱP(p��n)ʽ���nj��۟����懻��Ͻ�Ϳ��ԇ���M(j��n)�мӹ�����ʽ��Ϳ�ӱ���ĥ���ӹ���Ra=1.6���P(p��n)ԇ�Ӟ鱻�y(c��)ĥ�p����ÿ�y(c��)����1�Ӻ�����ĥ�p���ԇ�ӱ�����ĥ���ӹ�����ĥ�p����ȥ����ͬ�r(sh��)��ĥ������1��Ra= 1. 6��ĥ�p��,�����M(j��n)�в�ͬ��ȵ�ĥ�p����ԇ�(y��n)���F(xi��n)���O(sh��)���^(gu��)�Ɍ��c���w�ĽY(ji��)�Ͻ����0������ ������ָ��Ϳ�ӱ��棬�քe�y(c��)��5�N��ͬ��ȵ���ĥ������ȷ� �e��0.76��0.64��0.49��0.36��0.2mm��5�N��ȵ�ĥ�pԇ�(y��n)������ͬ��ԇ�(y��n)�l�����M(j��n)��:�D(zhu��n)�ٞ�1 100r/min(�ஔ(d��ng)����(d��ng)�ٶ��� 1. 5m/s),�d�ɞ�50N,�o(w��)��(r��n)����Ħ����B(t��i)����(y��ng)�÷Q�ط��z�y(c��)ĥ�p��,ĥ�p���Ĝy(c��)������TG328A����ӷ�����ƽ�����Ȟ�10-4 g��ÿ��2h�Q���y(c��)ĥ�p�����|(zh��)����ÿ�Μy(c��)��5����ȡ��ƽ��ֵ��ÿ�Mԇ�ӿ���ĥ�p�r(sh��)�g��22h��ȡ��ǰ10h��׃�����N(xi��o)ԇ���� �錦(du��)ĥ�������ô��䓣�HRC55��60)������ֱ����<5mm��ԇ�(y��n)�Y(ji��)��Ҋ(ji��n)�D 2��
2ԇ�(y��n)�Y(ji��)���c����
2 1̼���u��ĥͿ��Ӳ�ȷ���
�ɱ�2��֪��Ϳ�ӵ�Ӳ��Ҫ�h(yu��n)���ڻ��w���ֵ�Ӳ����Ϳ�ӌ�(du��)���w��������1��(g��)�ܴ���� �����D1�ǏĻ��w��Ϳ�Ӳ�ͬ��ȵ��@Ӳ�ȷֲ��������ɈD 1��֪��Ϳ���ڔU(ku��)ɢ�Ӳ��ֵ�Ӳ����������ڔU(ku��)ɢ����1��(g��)���� ���^(gu��)�����γɵĸ��F�Ć���M����Ӳ���^�������ǔU(ku��)ɢ�ӵ����g �Ժܺá���Ϳ�Ӳ������ڷֲ��ЉK���WC�w����WC�c�Ͻ�Ԫ���γɵĉK���(f��)����Ҋ(ji��n)�D3)�����@Щ�w����Ӳ�ȶ��h(yu��n)���ڔU(ku��)ɢ�ӽM����Ӳ�ȣ�ʹ��Ϳ�Ӳ��־��кܸߵ�Ӳ������ �D1������֪���Ļ��w���U(ku��)ɢ����1��(g��)���½���څ��(sh��)���@�������۟��^(gu��)����Ԫ�صĔU(ku��)ɢʹ�û��w���U(ku��)ɢ�Ӳ��ֵ�Ӳ�������� �������U(ku��)ɢ�����^ܛ�ĸ��F�ξ��M����
�ĔU(ku��)ɢ�ӵ�Ϳ�Ӳ����� ������ֱ���������@�f(shu��)��Ϳ�Ӳ��ֵ�Ӳ��Ҫ��(y��u)�ڔU(ku��)ɢ��;���� Ϳ�Ӳ��֣�Ϳ��Ӳ��������������@������WC�w���ڜy(c��)������ �ķֲ�������ʮ�־�����ɵ�����Ϳ�ӱ���̎��Ӳ�ȱ�Ϳ�Ӄ�(n��i) �������@���������۟��r(sh��)��WC�ڱ��渽���ġ�ƫ�ۡ���ɵ���
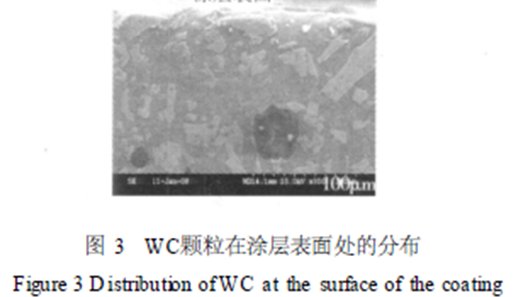
�D��3��̼���u�w����Ϳ�ӱ���ķֲ�
�D��3��̼���u�w����Ϳ�ӱ���ķֲ�
2. 2Ϳ����ĥ�Է���
�ɈD2�и�Ħ���y(c��)ԇ�Y(ji��)����ԇ�(y��n)������֪��Ϳ��������� ��ĥ�p����������g3�ӵ�׃���������������ӵ�ĥ �p�����������ĥ����ӕr(sh��)��ĥ�pԇ�(y��n)�C(j��)����(d��ng)�^���ң�ĥ�p���Ӵ�����ͬ�ȗl�����������(du��)���45#��M(j��n)��ĥ�pԇ�(y��n)���t�C(j��)���� ��(d��ng)���ң����w�����ƬÓ����ͬ�r(sh��)�l(f��)���̶�������ĥ�pԇ�(y��n)�o(w��) ���^�m(x��)�M(j��n)������Ҋ(ji��n)Ϳ�ӵ���ĥ��Ҫ�h(yu��n)�Ȼ��w���ϵ���ĥ�Ժ���
Ϳ�ӵ���ĥ���^�õ�ԭ����:Ϳ�����õ�懻��Ͻ������c(di��n)����懻��Ͻ������˽���懻��Ͻ�����c(di��n)�������м����^�ߺ���Fe��Ni��߀���ܽ�һ������Si�γɹ����w������(j��)X�侀������Y(ji��)������Ϳ����Ni����Ni3Si2��Ni4B3��NiSi��������Ni16Cr6Si7 ��(f��)������Ni29Cr07FeQ 36��������ʽ����,�����@Щ����������^�ߵ�Ӳ��,������(du��)�Ͻ�M�������(qi��ng)���͏�ɢ��(qi��ng)��������,��懻��Ͻ���,Si������Ni�W���w��,�����(qi��ng)�����ã�B����������Ni�W���w��,���Խ����g���������ʽ��ɢ�ںϽ���,����ɢ��(qi��ng)������.����,�Ͻ��е�CrҲ ����CeBC4��CrB���������ʽ����,����ͬ�ӏ�ɢ��Ϳ���������(qi��ng)���͏�ɢ��(qi��ng)������������懻��Ͻ��M�����^�ߵ� �g�ԣ���Ħ��?x��)r��ĥ�p���治�a(ch��n)���Ѽy�̈́��䡣
������懻��Ͻ��м���һ������WCӲ�|(zh��)����WC��1�NӲ�ȸ���ĥ�ԺõIJ������Ͻ���ĥͿ��������ĥ�p�r(sh��)���Ͻ���w������ Ҫ��֧�κ�ճ�Y(ji��)Ӳ�|(zh��)�����������Ӳ�|(zh��)���ǿ�ĥ�����w�������� �����(l��i)��(ji��n)Ӳĥ��Ƕ����w�����܉���Ч�،�����ĥ����Ϳ�ӱ� ��Ļ���(d��ng)�\(y��n)��(d��ng)������׃?y��u)�L��(d��ng)�\(y��n)��(d��ng)������ĥ����Ϳ�ӱ���L��(d��ng)��������|��e���pС���|�������(y��ng)�������o(h��)Ħ�������������ͬ�r(sh��)Ӳ�|(zh��)��Ҳ����Ч����������Ѽy�������͔U(ku��)չ�� ������WC�c���w�ĽY(ji��)�Ϗ�(qi��ng)��Ҳֱ��Ӱ�Ϳ�ӵ���ĥ�����������懻��Ͻ��м����Ӳ�|(zh��)����Ni��WC��ĩ���˷�����ͨ WC�w���c懻��Ͻ���w�g����(r��n)��С��ȱ�c(di��n)�����۟��r(sh��)ʹ��WC �w���c���w�Ͻ�ճ�������ӣ�������ĥ�pԇ�(y��n)�r(sh��)���](m��i)�аl(f��)�F(xi��n)�� WC�w������F(xi��n)����
�����֮���Ծ�����õ���ĥ��������?y��n)����۟��^(gu��)������WC�w���С��ϸ���Ҋ(ji��n)������Ϳ�ӱ��渽��WC�ֲ��^��(n��i)���ܼ�����WC�����c�Ͻ�Ԫ���γɏ�(f��)������ǿ�ĥ�����w���Ҵ�̎ Ϳ�ӵ�Ӳ���^Ϳ�Ӄ�(n��i)��Ҫ����������Ӿ�����õ���ĥ����
���g3�ӵ���ĥ�Բ�e��С���@��������Ϳ�Ӄ�(n��i)��WC�� ���^��������Ϳ�Ӄ�(n��i)���M���(l��i)��������ĥ�Բ�࣬�ɈD2���� ����֪��Խ����Ϳ����y(c��)����ĥ��Խ�������ڃ�(n��i)����ͬ�ӵ���ĥ �����������@������Ϳ�ӵđ�(y��ng)�ã���(d��ng)1��Ϳ�ӱ�ĥ�p�r(sh��)���� ͨ�^(gu��)��ĥ�p�Ӽӹ������^�m(x��)ʹ������Č����鹦��Ϳ��ʹ����
����ӵ���ĥ�����ĈD2���������Կ�����ĥ�p��ǰ�ׂ�(g��)С�r(sh��)����ԓ�ӵ���ĥ���c֮ǰ�Ď�������������ׂ�(g��)С�r(sh��)Ϳ�ӵ�ĥ�p��ͻȻ�������@������Ϳ��ĥ�p���˔U(ku��)ɢ�����U(ku��)ɢ������(du��)��Ϳ�Ӂ�(l��i)�f(shu��)��Ӳ��ҪС������(du��)�^ܛ����ĥ�p�������������ڔU(ku��)ɢ�ӽM���^�������mȻܛ��ĥ�p��������ֵ�����Ǻܴ���
3�Y(ji��)Փ
1) Ϳ���ДU(ku��)ɢ�Ӳ��ֵ�Ӳ����ͣ����w���U(ku��)ɢ�ӂ�(c��)��Ӳ�� �^�U(ku��)ɢ��������������׃�������@�����۟��^(gu��)����Ϳ������w��Ԫ��?c��i)U(ku��)ɢ��ɵ���
2) Ϳ�ӵ�Ӳ�ȱȻ��w�͔U(ku��)ɢ��Ӳ�ȶ������@������Ϳ���� ��ɢ�ֲ���WC�Լ�WC��Ϳ��Ԫ�ذl(f��)������(y��ng)�a(ch��n)���ĉK���(f��)�������ɵ���
3) ���ډK��Ӳ�|(zh��)����Ϳ���зֲ��^������Ϳ�Ӳ���Ӳ��׃��������
4) �ڸ�Ħ���l���£�Ϳ������ӵ���ĥ����ã����g�� ����ĥ�����ஔ(d��ng)�������U(ku��)ɢ��̎��Ϳ�ӵ����������
- ��һƪ��̼���uͿ�Ӽӹ�������ĥ�� 2016/8/10
- ��һƪ����ĥͿ�ӵķ��(l��i)����(sh��)�H��(y��ng)�ð��� 2013/8/30